


对于武汉铝合金压铸,业内有人总结出铝合金压铸五大缺陷:冷.裂.缩.气.脱。 一:冷:是指铸件表面粗造凹凸不平.冷纹.不满水等。 二:裂:是指粘模拉裂.顶裂.模温过低冷裂.有缩裂。 三:缩:是指铸件表面不平有凹陷。 四:气:是指铸件进料囗位有气孔.溢流渣包口有气孔.铸件表面有气泡.铸件內部有气孔。 五:脱:是指铸件表面有一层象紫一样的薄薄脱起我们叫他脱皮。有厚有薄面极1小而有少有多.有的一边薄薄脱起另一边和铸件成体我们叫他隔皮。
解除五大缺陷:一:了解铸件工艺.找出正确进料方位。二:了解产品重量.直浇道需要多大来定位。三:了解产品结构.怎样利用横浇道.横浇道本是导向流道。四:了解产品结构.来开內浇口.一道进囗.两道进囗.多道进口.点珠进口,只要你了解压铸从这些方面就可以解决五大缺陷。


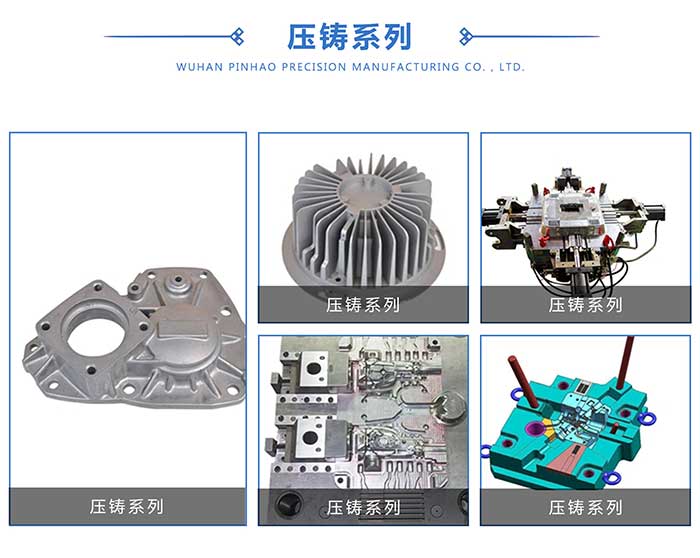

武汉品皓精密制造有限公司,致力于为华中地区的工业企业提供从产品外观造型设计、结构设计、手板制作、压铸塑胶模具设计开发制造、压铸件注塑件产品加工、精密零部件生产等后期服务
我国过去普遍使用3Cr2W8V热作模具钢,压铸模寿命为5万模 次左右。 90年代引进H13热作模具钢,所生产的压铸模使用寿命可 达15~20万模次,是目前广泛应用的压铸模材料。 3Cr2W8V热作模 具钢有较高的强度和硬度、 耐冷热疲劳性良好,且有较好的淬透性, 但是韧性和塑性较差,使用寿命不长,且合金度高,成本高。1 H13在中 温(~600℃)下的综合性能好,淬透性高(在空气中即能淬硬),热处理 变形率较低,其性能及使用寿命高于3Cr2W8V。

武汉品皓精密制造有限公司,致力于为华中地区的工业企业提供从产品外观造型设计、结构设计、手板制作、压铸塑胶模具设计开发制造、压铸件注塑件产品加工、精密零部件生产等后期服务
压铸模具处理过程中,热处理不当会导致模具开裂而过早报废,特别是只采用调质,不进行淬火,再进行表面氮化工艺,在压铸几千模次后会出现表面龟裂和开裂。钢淬火时产生应力,是冷却过程中的热应力与相变时的组1织应力叠加的结果,淬火应力是造成变形、开裂的原因,因此必须进行回火来消除应力。




 在线客服
在线客服 13554110337
13554110337 1003145285@qq.com
1003145285@qq.com


